







灰砂蒸养砖生产线
时间:2013-02-26 11:29:35 点击次数:12896

一、生产线概述与特点
灰砂蒸养砖生产线是利用石灰和砂子经过高温蒸压养护而成的承重墙体材料,生产灰砂蒸养砖是一个利国利民利己,同时又是一个科学环保的好项目,新型生产工艺与传统相比更显出其优越性,不但成型砖坯质量有保障,而且自动化程度和工作效率也有一定的提升。为满足不同客户对不同产量生产线的需求,我公司有多种设计方案供您挑选,如:年产15000万、年产3000万、年产6000万、年产1亿灰砂砖生产线。

二、生产工艺
生产灰砂蒸养砖的主要原料是砂、石灰,先将石灰、砂或炉渣经处理到标准细度,然后以科学配比进行搅拌,消解,搅拌送到蒸养砖机料箱内对其进行压制,再经过蒸压釜养护方可作为建筑用环保建材,以下是整条生产线的详细工艺流程图:
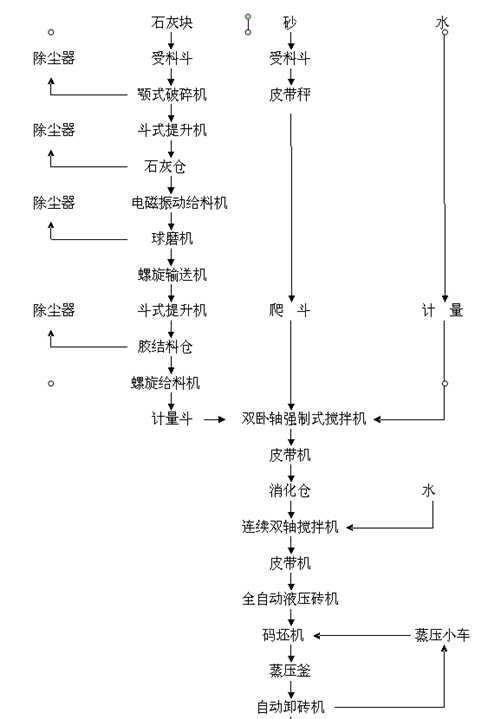
根据以上工艺图,我们就可以知道一条生产线都需要哪些设备,才能连续生产出优质的蒸养灰砂砖,具体设备如下:

三、主要生产设备
3.1原材料处理阶段:块状生石灰由自卸车运入厂内,由铲车倒入生石膏受料斗;块状生石膏由自卸汽车运入厂内,由铲车倒入生石灰膏受料斗。石灰、石膏均由一台颚式破碎机分别破碎,经斗式提升机分别送入生石灰仓、石膏仓,进入仓内的石灰、石膏分别经各自的电磁振动给料机按一定的比例喂入球磨机内进行混合细磨,制成生产用胶结料,经斗式提升机送至配料楼上的胶结料仓中贮存待用。
3.1.1颚式破碎机
鄂式破碎机主要用来对块状石灰进行破碎,石灰是生产灰砂蒸养砖的重要原料之一,因此鄂式破碎机是灰砂蒸养砖设备中重要的原料处理设备,由装载车将堆放在原材料棚中的块状石灰送入鄂式破碎机中进行破碎。

3.1.2斗式提升机
斗式提升机适用于向上输送粉状、粒状、小粒状的散状物料,可适用于不同的使用条件,被广泛的应用于许多工业部门,在灰砂蒸养砖生产线中主要用于提升石灰块和石灰粉 。

3.1.3电磁振动给料机
电磁振动给料机用于把物料从贮料仓或其它贮料设备中均匀或定量的供给到受料设备中,在蒸养砖生产线中的作用是将石灰块仓里的石灰块均匀的送到球磨机里面。
3.1.4球磨机
球磨机是物料被破碎之后,再进行粉碎的关键设备,破碎机破碎后石灰块无法用来做砖,需要经球磨机粉磨后才能用于生产砖。

3.1.5石灰块、粉仓

3.1.6皮带输送机

3.2配料搅拌阶段
原料按一定的配比,经各自计量秤计量后,顺序依次卸入双卧轴强制式搅拌机,经加水后进行强制式搅拌,制成的混合料送入连续式消化仓消化,消化好的混合料进入轮碾机中进行碾压混拌,经碾压混拌后的混合料由皮带机送入灰砂砖机受料斗。
3.2.1电子配料机

3.2.2双轴搅拌机

3.2.3消化仓

3.2.4轮碾机

3.3砖坯成型
灰砂砖机受料斗将混合料喂入压机模具,经压制成为砖坯,每次型周期约15~20秒,砖坯经压机出砖机械手、传送皮带机、全自动码垛机,将砖坯码放在蒸养小车上,每个小车可码放1250块砖坯。
3.3.1灰砂砖机

灰砂蒸养砖机是当今国内环保、成本低、收益快的行设备,是新一代双面加压砖机设备设备,性能稳定,产品成品率高达100%,料箱内设有计量下料装置,保证生产出的每块砖都很标准。生产砖的原料也相当的广泛,能将垃圾废料都生产成砖,是国家提倡使用的设备。现在这种设备市场占有率相当的高,生产出的产品也比较受社会欢迎。
设备技术参数:
| 项目/型号 | YMZA-315 | YMZA-500 | YMZA-830 | YMZA-1200 |
| 加压方式 | 双面加压 | |||
| 公称压力 | 3150 | 5000 | 8300 | 12000 |
| 单位压强(KGF/CM2) | 315 | 315 | 315 | 315 |
| 最大填料深度 | 300 | 300 | 300 | 300 |
| 粉煤灰掺量% | 70 | 70 | 70 | 70 |
| 年生产能力(万块标砖) | 1500 | 2500 | 3000 | 6000 |
| 总装机功率 | 30 | 44 | 60 | 110 |
| 排气次数(次) | 可设 | 可设 | 可设 | 可设 |
| 每次出砖数(块标砖) | 10 | 16 | 20 | 36 |
具有以下特性:
1、灰砂砖机液压系统为双泵双回路,采用独特的组合阀块、完成填料、排气、加压及脱模的工作流程;
2、液压系统采用进口比例阀、液控变量泵等元器件,系统压力与流量可以根据实际工况进行无级调节,适应性强,无冲击,效率高,能耗低,发热少;
3、液压泵采用沉入式,阀块高度集成,结构紧凑,外置油路少,系统布置简洁明了,漏油概率大大降低,环境噪声大幅减小;
4、蒸压砖机电控系统采用逻辑数字控制器,能对整个生产工艺过程实现闭环控制,轻松实现;
5、更换模具简便、快捷,用时不超过1小时;
6、自动补料小车运用容积式加料方式且配有强制搅拌工具,以保证不料均匀和提高补料效率;
7、更换不同模具可以生产标砖、多孔砖、盲孔砖、护坡砖等砖型。
3.3.2码垛机

3.3.3蒸养小车

3.4养护及存放
码好砖坯的蒸养小车由卷扬机拉入蒸压釜内进行养护,蒸养结束后由卷扬机将蒸养小车连同制品拉出至后釜轨道上,再将小车运至成品堆场,由龙门卸砖机将小车上的砖夹至成品堆场,同时进行外观检验,分级堆放。
3.4.1蒸养釜

3.4.2锅炉

3.4.3牵引机

3.4.4抱砖机
