







蒸压釜
时间:2013-02-21 11:16:29 点击次数:11770
一、设备简介

蒸压釜又称蒸养釜, 该设备为大型压力容器设备,广泛应用于加气混凝土砌块、灰砂砖、煤灰砖、新型轻质墙体材料、保温石棉板、高强度石膏等建筑材料的蒸压养护,设备主要是让材料在釜内产生水热反正来改变材质。其应用可涵盖化工、医药、航空航天工业、保温材料、纺工、军工等需所以需要压力蒸养生产工艺过程的项目。
二、设备结构
蒸压釜的主体部分主要由釜体装置、釜盖装置、摆动装置、手摇减速机、安全装置、支座、保温层、密封装置、管道阀门仪表等组成。设备釜门为活动快开门结构,靠手摇减速机进行启闭,也可根据用户采用电动、气动、液动启闭。配备有完善的安全联锁保护装置,一定限度地避免了误操作隐患,确保了蒸养釜的安全运行和操作人员的安全生产。
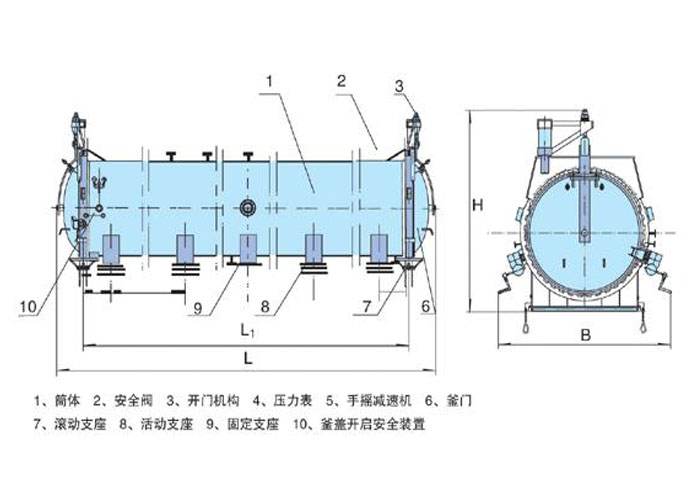
设备釜门开启型式有侧开和上开两种型式供用户选择,侧开式采用旋转臂式开门结构。转动灵活,低位操作,开启简单方便;上开式采用杠杆式开门机构,杠杆下端与釜门连接,上端装有配重装置,该型式开启轻便,釜侧占用空间小。以下是设备结构图:
三、产品技术参数
| 序号 | 规格(m) | 最高设计 (mpa) | 工作压力 (mpa) | 设计温度 (℃) | 工作温度 (℃) | 工作介质 | 设备外形尺寸(m) |
| 1 | 2×21 | 1.4 | 1.3 | 198.34 | 194.13 | 饱和水蒸汽 | 22.12×2.6×2.973 |
| 2 | 2×27 | 1.6 | 1.5 | 200 | 200 | 饱和水蒸汽 | 28.12×2.6×3.211 |
| 3 | 2×30 | 1.6 | 1.5 | 200 | 200 | 饱和水蒸汽 | 31.12×2.83×3.211 |
| 4 | 2.85×26 | 1.65 | 1.5 | 205 | 205 | 饱和水蒸汽 | 27.4×3.595×4.504 |
| 5 | 2.85×39 | 1.65 | 1.5 | 205 | 205 | 饱和水蒸汽 | 40.4×3.595×4.504 |
四、产品的优势
1、蒸养釜为钢制卧式筒型装置,釜盖采用整块16MnR钢板压制而成。釜盖法兰,釜体法兰采用16Mn整体锻造加工而成。受压部件焊接缝均按相关标准进行了热处理和严格的无损检测;
2、釜门为活动快开门结构,靠手摇减速机进行启闭,也可根据用户采用电动、气动、液动启闭。配备有完善的安全联锁保护装置,一定限度地避免了误操作隐患,确保了蒸养釜的安全运行和操作人员的安全生产;
3、釜门密封采用专业厂家生产的进口橡胶密封圈,安装简单,密封性好,使用寿命长;
4、釜体支座针对不同部位,设置有固定支座,活动支座,端部专用支座三种形式。较好地适应了釜体的热胀冷缩,保证了蒸压釜的正常工作和使用寿命;
5、本釜设有安全阀、压力表、测温元件、进排汽阀、密封球阀、疏水阀等必要的阀门和仪表,并备有除污罐供用户选配使用;
6、本釜内件除有常规的蒸汽分配管和导轨外,我们为替用户着想,专门设置了密封汽防冲罩,疏水罩。